






















|
ISO 13729 Typ A Zamknięte koło z stali odlewanej na pokładzie.
Szczegóły Produktu:
| Miejsce pochodzenia: | Chiny |
| Nazwa handlowa: | Zhongyuan Marine Equipmen |
| Orzecznictwo: | CCS, NK, BV, ABS, DNV, LR, KR, IRS, RS, RINA, CRS, Makers Test Certificate |
| Numer modelu: | Standardowy lub dostosowany |
Zapłata:
| Minimalne zamówienie: | 1 jednostka |
|---|---|
| Cena: | Based on quotation |
| Szczegóły pakowania: | Eksportuj standardową paletę lub niestandardowe opakowanie |
| Czas dostawy: | Na podstawie wymagań projektu |
| Zasady płatności: | T/T, akredytywa |
| Możliwość Supply: | Produkcja zindywidualizowana w oparciu o wymagania projektu |
|
Szczegóły informacji |
|||
| Standard: | ISO13729 | Typ: | A; montowany na pokładzie |
|---|---|---|---|
| Zakres SWL: | 23-141T | Przybory: | Odlewanie stali C-Mn, odlewanie stali nierdzewnej może również dostarczać specjalną stal do lodołama |
| Waga: | 73 do 825 kg | Obróbka powierzchniowa: | piaskowanie do S2.5 + jedna warstwa podkładu epoksydowego, polerowana stal nierdzewna, dostępna nies |
| Certyfikaty klasyfikacyjne: | CCS, NK, BV, ABS, DNV, LR, KR, RINA, IRS | ||
| Podkreślić: | ISO 13729 Czak do czołowania,Wyroby z stali odlewanej,ISO 13729 Na pokładzie zamontowany czok do mocowania |
||
opis produktu
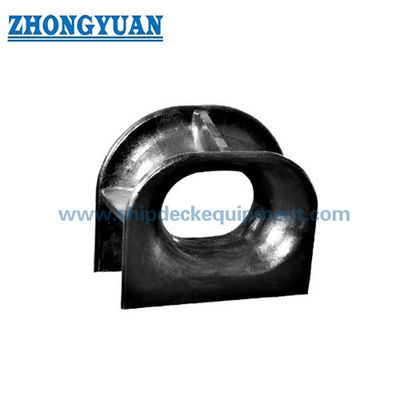
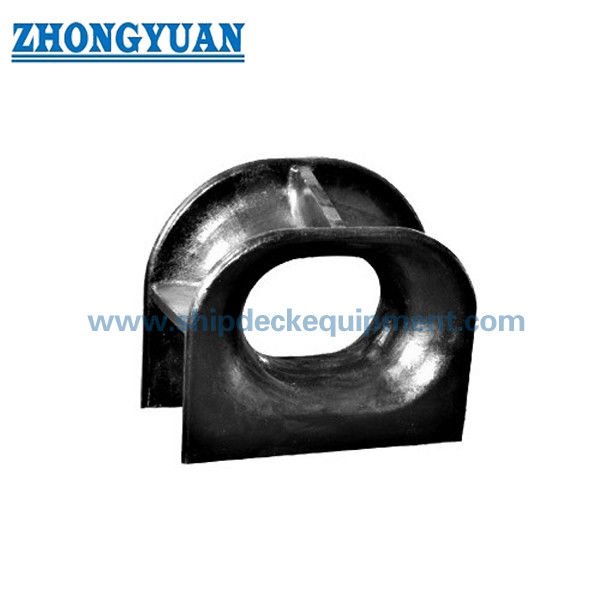
ISO 13729 Typ A Zamknięte koło z stali odlewanej na pokładzie.
Przegląd produktu
ISO 13729 Typ A zamknięty kocioł to mocowane na pokładzie, odlewane stalowe mocowanie i łącza holowe zainstalowane po stronie statku w celu prowadzenia liny z obszaru pokładu wewnętrznego do zewnętrznego przewodu.Jego zamknięte otworzenie utrzymuje linię w określonym przejściu, natomiast zaokrąglona geometria kontaktu liny jest przeznaczona dla statków używających liny drutowej i do układów, w których wymagane jest kontrolowane kierunek prowadzenia.
Obecna edycja ISO 13729:2020 definiuje typ A jako montowany na pokładzie i zawiera 14 rozmiarów nominalnych od 250 × 200 × 214 do 500 × 400 × 525B.Zawierająca tabela obejmuje standardowe wartości SWL od 23 t do 144 t, zalecane średnice liny drutowej od 18 mm do 44 mm i obliczone masy od 73 kg do 825 kg. W ostatecznym wyborze należy również wziąć pod uwagę rzeczywisty kąt prowadzenia liny, kierunek obciążenia, podstawy pokładu,wzmocnienie podpokładowe, szczegóły spawania, wskazówki producenta liny dotyczące promienia zakrętu, system powłoki i zakres kontroli klasy.
Szybkie specyfikacje
- Standard i typ: ISO 13729:2020 Typ A → obecna konfiguracja zamkniętego kocioła zamontowanego na pokładzie; ISO 13729:2012 została zastąpiona wydaniem z 2020 r.
- Zakres wielkości nominalnych: 14 rozmiarów od 250 × 200 × 214 do 500 × 400 × 525B → szerokość otworu, wysokość otworu i głębokość otworu są używane do oznaczania wielkości.
- Standardowy zasięg SWL: 226 ‰ 1,413 kN / 23 ‰ 144 t → rzeczywiste SWL pokładowe jest ograniczone przez koło, fundament, spawanie i wzmocnienie pod pokładem.
- Zalecana średnica liny drutowej: 18×44 mm → początkowe odniesienie do kompatybilności liny; ostateczne kontrole D/d i promienia zgięcia wykonywane są zgodnie z wytycznymi producenta liny.
- Standardowa podstawa materiału: stal odlewana o stopniu wytrzymałości nie mniejszym niż 235 N/mm2 i zawartości węgla nie większej niż 0,23% → spełnia wymagania dotyczące wytrzymałości i spawalności.
- Obliczona masa: 73825 kg → przydatna do obsługi, planowania podnoszenia podczas montażu, pakowania i szacowania przewozu.
- Konstrukcja kontaktu liny: zamknięte otworzenie z gładkimi powierzchniami o promieniach → prowadzi linię i zmniejsza lokalne ścieranie lub ostry kontakt w miejscu uderzenia.
- Instalacja i oznakowanie: podstawa spawana na pokładzie z oznakowaniem SWL → kierunek rzeczywistego obciążenia, konstrukcja siedzenia/podstawy, szczegóły spawania i pozycja oznakowania muszą zostać potwierdzone przed produkcją.
Główne parametry techniczne
Główne dane wyboru dla zamontowanych na pokładzie szczotek typu ISO 13729 A. Wymiary wyrażone są w milimetrach, chyba że podano inaczej. SWL i obliczone wartości masy odtwarzają dostarczoną tabelę techniczną.
|
Wielkość nominalna |
SWL |
SWL |
Zalecana linia drutowa |
Włókno spawane z1 |
Obliczona waga |
|---|---|---|---|---|---|
| 250 × 200 × 214 | 226 | 23 | 18 | 6 | 73 |
| 300 × 250 × 286 | 422 | 43 | 24 | 6.5 | 142 |
| 350 × 250 × 333 | 549 | 56 | 28 | 7.5 | 222 |
| 400 × 250 × 381 | 687 | 70 | 32 | 9 | 310 |
| 450 × 250 × 381 | 706 | 72 | 32 | 9 | 322 |
| 500 × 250 × 381 | 765 | 78 | 32 | 9 | 337 |
| 400 × 250 × 428 | 883 | 90 | 36 | 9.5 | 434 |
| 450 × 250 × 428 | 912 | 93 | 36 | 9.5 | 452 |
| 500 × 250 × 428 | 932 | 95 | 36 | 9.5 | 472 |
| 500 × 400 × 428 | 893 | 91 | 36 | 9.5 | 528 |
| 500 × 250 × 525A | 1148 | 117 | 44 | 10 | 657 |
| 500 × 400 × 525A | 1158 | 118 | 44 | 10 | 724 |
| 500 × 250 × 525B | 1413 | 144 | 44 | 11.5 | 753 |
| 500 × 400 × 525B | 1383 | 141 | 44 | 11.5 | 825 |
Uwaga: Rzeczywista SWL przypisana na pokładzie określa się przy użyciu podstawy pokładu i wzmocnienia podpokładowego i nie może przekraczać wartości stosowanej tabeli.
Przewodnik do wyboru i zapytania
Krok 1: Potwierdzenie ISO 13729:2020 typu A, wymaganego rozmiaru nominalnego oraz tego, czy urządzenie jest przeznaczone do cumowania, holowania, czy obu, w zależności od układu holowania i cumowania statku.
Krok 2: Podaj projektowane obciążenie linii, przewidywane na pokładzie SWL, rodzaj liny, średnica liny drutowej, wiązka MBL, producent liny,i rzeczywistych kątów prowadzenia wewnątrz/na zewnątrz tak, aby można było sprawdzić rozmiar i stosunek D/d.
Krok 3: Potwierdź szczegóły instalacji pokładu, kierunek rzeczywistego obciążenia, układ fundamentów lub siedzeń, wzmocnienie pod pokładem, interfejs spawania i dostępną przestrzeń instalacyjną.Jeżeli używa się oddzielnego siedzenia, należy podać rysunek siedzenia ISO 23113 lub rysunek projektu.
Krok 4: Potwierdzenie materiału: ISO, stal odlewana, stal odlewana ze stali nierdzewnej specyficznej dla danego projektu lub specjalna stal o niskiej temperaturze/w usłudze lodowej.klasyfikacja temperatury, oraz potwierdzenie zatwierdzenia klasy.
Krok 5: Potwierdzenie obróbki powierzchniowej, końcowego układu powlekania naczyń, wykończenia kontaktu liny, NDT lub zakresu kontroli, identyfikowalności materiału, certyfikatu producenta,i wymagania społeczeństwa klasyfikacyjnego przed notowaniem.
Krok 6: Podanie typu statku, stanu nowej budowy lub zastąpienia, ilości, rysunku ogólnego/instalacji lub zdjęć referencyjnych, miejsca dostawy, Incoterms oraz wymaganego czasu dostawy.
Struktura
Zamknięte ciało ze stali odlewanej. Radialne powierzchnie kontaktowe z liny drukowanej. Podstawa typu A na pokładzie. Wzmocnione przejścia odlewania. Interfejs spawania pokładu. Obszar oznakowania SWL.
Zalety odlewania, kontaktu liny i instalacji
- Zamknięte otworzenie utrzymuje określony przejście liny i pomaga utrzymać liny drutowe w przewodniku, gdy kierunek prowadzenia zmienia się podczas operacji mocowania lub holowania.
- Geometria zderzenia opiera się na stosunku gięcia liny drutowej do liny o średnicy nie mniejszej niż dwanaście razy średnica liny;ostateczny wybór powinien również być zgodny z dopuszczalnym przez producenta lin stosunkiem D/d i wytycznymi dotyczącymi redukcji wytrzymałości.
- Powierzchnie kontaktu liny powinny być gładkie i wolne od szorstkości lub nieregularności, które mogłyby uszkodzić liny przez ścieranie..
- Baza materiału ISO wykorzystuje odlewaną stal o minimalnym punkcie wydajności 235 N/mm2 i zawartości węgla nieprzekraczającej 0,23%, co wspiera wymagania dotyczące wytrzymałości i spawalności urządzeń zamontowanych na pokładzie.
- Konstrukcja fundamentów jest sprawdzana w stosunku do rzeczywistego kierunku obciążenia, tak aby podstawa koła, złącza spawania, siedzenia lub pokładu,i konstrukcji podpokładowej przenoszą maksymalne obciążenie projektowe bez deformacji plastikowej lub pęknięcia.
- Zakres 14 rozmiarów obsługuje skoordynowany wybór według geometrii otwierania, SWL, zalecanej średnicy liny drutowej, przestrzeni pokładowej i obliczonej masy ręcznej, a nie tylko według SWL.
- Identyfikacja SWL jest oznaczona na podstawie lub na pokładzie kołka spawania lub równoważnym oznaczeniem i jest skoordynowana z planem holowania i mocowania statku.
Atrybuty niestandardowe
- Norma: ISO 13729:2020 → aktualna norma międzynarodowa dotycząca zamkniętych kości na pokładzie statku; produkcja końcowa powinna wykorzystywać licencjonowaną wersję projektu.
- Typ: typu A zamontowane na pokładzie → odróżnione od typu B zamontowane na basenie.
- Wielkość nominalna: 250 × 200 × 214 do 500 × 400 × 525B → oznaczona szerokością otworu × wysokością otworu × głębokością otworu.
- SWL: 23 ‰ 144 t standardowy zakres stołu → rzeczywiste SWL pokładowe zależy od wyposażenia, fundamentów, spań, wzmocnienia pod pokładem i zatwierdzonego układu.
- Średnica liny drutowej: 18×44 mm zalecana → liny MBL, konstrukcja, wymagania D/d i wytyczne producenta pozostają częścią ostatecznego wyboru.
- Materiał: odlewana stal jako podstawa ISO → odlewana stal nierdzewna lub specjalna stal do obsługi lodów jest specyficzna dla danego projektu i podlega potwierdzonym właściwościom i akceptacji klasy.
- Obsługa powierzchniowa: Sa 2.5 wybuchowe + epoxy primer jako odniesienie do dostaw → powłoka końcowa zgodnie ze specyfikacją farby naczyniowej; powierzchnie nierdzewne mogą być polerowane, gdy jest to określone.
- Inspekcja i certyfikacja: Zgodnie z wymaganiami projektu → certyfikat producenta, certyfikat materiału, NDT, przegląd klasy i zakres zatwierdzenia muszą zostać potwierdzone przed cytowaniem.
- Oznakowanie: SWL w tonach na fundamentzie lub pokładzie → oznakowanie musi pozostać widoczne w trakcie eksploatacji i odpowiadać zatwierdzonemu planowi holowania i mocowania.
Jak to działa
Mooring or towing line approaches from the inboard deck → Wire rope passes through the closed radiused opening → Smooth contact surfaces guide the line to the outboard lead → Local rope force is transferred through the cast body and welded foundation → Reinforced deck structure distributes the load into the hull
Wnioski
Statki towarowe. Tankerzy. Statki kontenerowe. Statki towarowe. Statki handlowe oceaniczne.
Certyfikacje i zalety
Certyfikaty i inspekcje mogą być zorganizowane zgodnie z wymaganiami projektu, identyfikowalnością materiału, statusem zatwierdzenia producenta, planem przeglądu klasy i uzgodnionym zakresem zamówienia.Nie przyjmuje się homologacji klasy lub certyfikatu klasy, chyba że jest on określony i zaakceptowany przed produkcją..
Certyfikacja: CCS, NK, BV, ABS, DNV, LR, KR, IRS, RS, RINA, CRS, certyfikat badawczy producenta.
Rysunek i zdjęcia
Częste pytania
P1: Jak należy wybrać prawidłowy rozmiar ISO 13729 typu A i SWL?
Odpowiedź 1: Zacznij od planu holowania i mocowania statku, przewidywanego obciążenia linią, średnicy liny i MBL, rzeczywistych kątów prowadzenia i dostępnej powierzchni pokładowej.Zatwierdzony SWL pokładowy musi również uwzględniać podstawy, spawania, siedzeń i podpokładowego wzmocnienia i nie mogą przekraczać wartości standardowej tabeli.
P2: Jaka jest różnica między normą ISO 13729 typ A a typem B?
A2: Typ A jest zamontowany na pokładzie i przenosi ładunek przez fundament pokładowy lub siedzenie.Prawidłowy typ musi być zgodny z rysunkiem układu zbiornika; nie należy wymieniać obu konfiguracji bez przeglądu strukturalnego.
P3: Czy można dostarczyć stal nierdzewną lub stal specjalną do statków służących obsłudze lodu?
A3: Można dyskutować o alternatywach specyficznych dla danego projektu, ale nie są one automatycznym substytutem podstawy stali odlewanej ISO.wymóg korozji, spawalność, NDT, obróbka cieplna i zakres homologacji klasy muszą zostać potwierdzone przed cytowaniem.
| Wielkość nominalna L×H×D |
I1 | I2 | I3 | I4 | H1 | H2 | H3 | R | R1 | R2 | R3 |
| 250 x 200 x 214 | 488 | 45 3 | 76 | 26 5 | 42 7 | 3 68 | 108 | 100 | 219 | 160 | 108 |
| 300x250x286 | 614 | 565 | 89 | 330 | 551 | 481 | 144 | 125 | 282 | 212 | 144 |
| 350x250x333 | 716 | 660 | 114 | 403 | 601 | 525 | 168 | 125 | 308 | 232 | 168 |
| 400x250x381 | 820 | 754 | 139 | 475 | 652 | 553 | 192 | 125 | 335 | 236 | 192 |
| 450x250x381 | 870 | 804 | 164 | 524 | 652 | 553 | 192 | 125 | 335 | 236 | 192 |
| 500x250x381 | 920 | 854 | 189 | 574 | 652 | 553 | 192 | 125 | 335 | 236 | 192 |
| 400x250x428 | 870 | 796 | 139 | 500 | 701 | 609 | 216 | 125 | 360 | 268 | 216 |
| 450x250x428 | 920 | 846 | 164 | 550 | 701 | 609 | 216 | 125 | 360 | 268 | 216 |
| 500x250x428 | 970 | 896 | 189 | 600 | 701 | 609 | 216 | 125 | 360 | 268 | 216 |
| 500x400x428 | 970 | 896 | 176 | 60 0 | 851 | 759 | 216 | 200 | 435 | 343 | 216 |
| 500x250x525A | 1068 | 1 000 | 190 | 652 | 798 | 675 | 264 | 125 | 409 | 286 | 264 |
| 500x400x525A | 1 068 | 1 000 | 193 | 652 | 948 | 825 | 264 | 200 | 484 | 361 | 264 |
| 500x250x5258 | 1 074 | 1 000 | 176 | 652 | 801 | 680 | 264 | 125 | 412 | 291 | 264 |
| 500x400x525B | 1 074 | 1 000 | 179 | 652 | 951 | 830 | 264 | 200 | 487 | 366 | 264 |
| Wielkość nominalna L×H×D |
R4 | Rs | Rs | d1 | T | Włókno spawane długość a z1 |
SWL b (kN) |
SWL b (t) |
Węzeł drukowany średnica c: (zalecane) |
Obliczone waga d (kg) |
| 250x200x214 | 86 | 150 | 128 | 108 | 22 | 6 | 226 | 23 | 18 | 73 |
| 300x250x286 | 118 | 180 | 154 | 144 | 26 | 6,5 | 422 | 43 | 24 | 142 |
| 350x250x333 | 138 | 200 | 170 | 168 | 30 | 7,5 | 549 | 56 | 28 | 222 |
| 400x250x381 | 156 | 250 | 214 | 192 | 36 | 9 | 687 | 70 | 32 | 310 |
| 450x250x381 | 156 | 250 | 214 | 192 | 36 | 9 | 706 | 72 | 32 | 322 |
| 500x250x381 | 156 | 250 | 214 | 192 | 36 | 9 | 765 | 78 | 32 | 337 |
| 400x250x428 | 178 | 250 | 212 | 216 | 38 | 9,5 | 883 | 90 | 36 | 434 |
| 450x250x428 | 178 | 250 | 212 | 216 | 38 | 9,5 | 912 | 93 | 36 | 452 |
| 500x250x428 | 178 | 250 | 212 | 216 | 38 | 9,5 | 932 | 95 | 36 | 472 |
| 500x400x428 | 178 | 250 | 212 | 216 | 38 | 9,5 | 893 | 91 | 36 | 528 |
| 500x250x525A | 224 | 320 | 280 | 264 | 40 | 10 | 1148 | 117 | 44 | 657 |
| 500x400x525A | 224 | 320 | 280 | 264 | 40 | 10 | 1158 | 118 | 44 | 724 |
| 500x250x5258 | 218 | 320 | 274 | 264 | 46 | 11,5 | 1413 | 144 | 44 | 753 |
| 500x400x5258 | 218 | 320 | 274 | 264 | 46 | 11,5 | 1383 | 141 | 44 | 825 |
![]()
Rysunek ISO 13729 Typ A Na pokładzie zamontowane urządzenia odlewnicze ze stali odlewniczej zamkniętej
![]()